从烟囱到云端,AI监测让每立方米废气都经得起考验!

微信客服




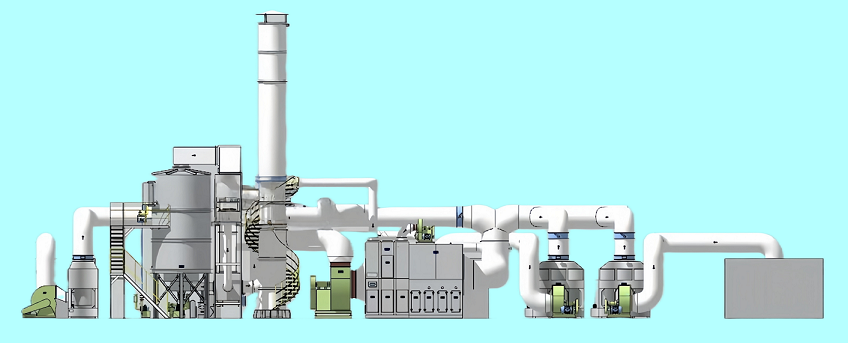
CO/沸石浓缩转轮+催氧化燃烧
沸石转轮+催化燃烧设备是针对目前vocs气体种类繁多、性质各异、采用一种净化技术往往难以达到排放要求而设计的新一代治理设备,该系统主要是将预处理单元、吸附浓缩单元有机地结合起来,是目前防治vocs气体较为完善并且去除效率较高的一种有机废气处理设备。
一、技术概述
沸石转轮浓缩+蓄热式焚烧(RTO)技术是一种集成吸附浓缩与高温氧化分解的先进工业有机废气(VOCs)治理系统。该技术以天然沸石矿物为核心吸附材料,通过转轮分区吸附、脱附、冷却的连续运行,将低浓度、大风量的VOCs废气浓缩为高浓度、小风量的废气,再经RTO高温氧化彻底分解为无害的CO₂和H₂O,同时实现95%以上的热量回收。该技术兼具高效净化、节能降耗与安全稳定的特点,尤其适用于低浓度(<800ppm)、大风量VOCs治理场景,是当前工业废气治理领域的核心技术之一。
核心优势:
· 高效浓缩:VOCs浓缩倍数达5-20倍,显著降低后续处理能耗;
· 热回收率高:RTO系统热量回收率≥95%,运行成本较传统工艺降低25%-40%;
· 适应性强:可处理单一或混合VOCs,适用于浓度波动大、热回收需求高的场景;
· 安全可靠:沸石材料不燃、耐高温,系统配备多重安全防护措施。
二、工艺原理与流程
1. 系统组成
· 沸石浓缩转轮:由天然沸石分子筛构成的多孔吸附材料,分区设置吸附区(处理区)、脱附区(再生区)和冷却区;
· 蓄热式焚烧炉(RTO):包含燃烧室、蜂窝陶瓷蓄热体、切换阀组及控制系统;
· 预处理单元:除尘、除雾装置,确保废气颗粒物浓度达标;
· 辅助系统:换热器、脱附风机、排放风机、冷却系统及自动控制模块。
2. 工艺流程
1. 预处理:废气经除尘、除雾处理,去除颗粒物及液滴,防止沸石转轮堵塞;
2. 吸附浓缩:
· 预处理后的废气(风量Q)进入沸石转轮吸附区,VOCs被沸石多孔结构吸附,净化后的气体(约85%~95%风量)直接排放;
· 小部分废气(5%~15%风量)经冷却区降温后,通过换热器加热至180~220℃,进入脱附区;
3. 脱附再生:
· 加热后的气流将吸附在沸石上的VOCs脱附,形成高浓度VOCs气体(浓度提升至原始浓度的5~20倍),转轮得以再生;
· 脱附后的沸石转轮进入冷却区,通过常温空气吹扫降温至常温,再旋转至吸附区继续运行;
4. 高温氧化:
· 脱附后的高浓度VOCs进入RTO燃烧室,在>750℃高温下被彻底氧化为CO₂和H₂O,反应时间≤1秒;
5. 热量回收:
· 高温烟气通过蜂窝陶瓷蓄热体,95%的热量被储存,烟气降温至接近RTO入口温度后排放;
· 通过切换阀组改变气流方向,蓄热体交替完成吸热(储存热量)与放热(预热进气),实现连续运行。
三、技术优势
1. 净化效率卓越:
· 沸石转轮吸附效率>95%,可处理低浓度(<500mg/m³)至中高浓度VOCs;
· RTO氧化效率≥99%,确保最终排放浓度远低于国标(如GB16297-1996)。
2. 节能降耗显著:
· RTO热量回收率95%,高浓度废气(≥1000mg/m³)无需辅助燃料,运行成本低;
· 脱附能耗通过换热器优化,整体能效比传统工艺提升30%以上;
· 沸石转轮压降低,可减少风机能耗。
3. 安全与稳定性:
· 沸石材料不燃、耐化学腐蚀,适应高温(脱附温度220℃)及复杂VOCs成分;
· RTO配备泄爆装置、温度/压力监测及应急降温系统,确保安全运行;
· 系统采用预组装及模块化设计,空间需求小,支持无人化操控。
4. 适应复杂工况:
· 可处理苯类、酮类、酯类、醇类、烃类等单一或混合VOCs;
· 适用于废气浓度波动大(如多产品线共用排放系统)、热回收需求高的场景。
四、适用行业
沸石转轮浓缩+RTO技术广泛适用于以下行业的高浓度或大风量VOCs治理需求:
· 制造业:汽车、摩托车、自行车、家具、集装箱等涂装生产线;
· 化工与材料:石油化工、橡胶、塑料、涂料、油漆、制鞋粘胶;
· 印刷与包装:印刷油墨、包装印刷、电子半导体;
· 食品与新能源:食品加工、新能源汽车、电缆及漆包线生产;
· 医药与农药:医药制造、农药生产;
· 特殊场景:需热能回收的烘干线废气处理(如将回收热量用于生产线预热)。
五、典型案例
· 汽车涂装车间:处理风量150,000m³/h,苯系物浓度600mg/m³,经沸石转轮+RTO处理后排放浓度≤15mg/m³,热回收率96%,年节省燃料费用超400万元;
· 化工企业:处理多组分混合VOCs(浓度波动1000~5000mg/m³),系统自适应调节,去除率稳定在99.5%以上,无需辅助加热;
包装印刷厂:处理低浓度VOCs(300mg/m³),经浓缩后浓度提升至6000mg/m³,RTO处理效率达99.9%,满足严格排放标准。






 400-139-4349
400-139-4349
产品咨询